Home » Industrial Workshop – Mexico
Industrial Workshop – Mexico
In a few words :
Our EOLIOS engineers, experts in modeling and fluid mechanics, were tasked with studying how to optimize operator comfort throughout a production line, taking into account environmental constraints (ambient air temperature and velocity, smoke evacuation) and in particular at the level of the arches.
The challenge of such a project is to control the specific thermoaerulic phenomena induced by the various manufacturing stages at very high temperatures in the zone.
In this context, our EOLIOS engineers used CFD thermo-aerodynamic studies to examine the various aeraulic and thermal principles governing air movement in the plant, depending on the configuration of the systems selected.
Industrial workshop
Year
2023
Customer
NC
Location
Mexico
Typology
Industry
Continue navigation :
Our other projects :
Latest news :
Sizing natural ventilation in an industrial workshop
Our EOLIOS engineers encountered numerous constraints due to the characteristics of the site and the construction:
- radiant wall temperatures, which have a major impact on thermal comfort
- thermal draught from manufacturing processes
- wind pressure and internal resistance to vertical airflow
- location and flow resistance characteristics of enclosure openings
- local terrain and immediate wind protection of the building structure
- the presence of mechanical systems that circulate air around production elements, making traditional design complex
As the building is not air-conditioned, the only source of cooling is the supply of fresh air via natural draught to the static roof ventilators, or via forced ventilation.
Improving thermal comfort therefore requires precise sizing of natural ventilation openings.
Our engineers have responded to a variety of problems, such as :
- Evacuate smoke and gases produced by the arches (in particular by internal burners)
- Sizing of natural or mechanical ventilation in relation to the new extension to the palletizer building.
- Propose solutions to optimize thermal comfort and air quality.
- Limit dust and mosquito infiltration.
Air pollution problems specific to the workshop
The production workshop has specific constraints linked to natural ventilation processes.
Ventilation is used in a variety of ways:
- Combating overheating to maintain acceptable working conditions and ensure smooth operation without human or material risk
- Air supply for the various fans and blower systems on the machines
In this context, 3 sources of outdoor air pollution are causing difficulties for ventilation management:
- Area containing flies, mosquitoes and other insects with a diameter close to the mm.
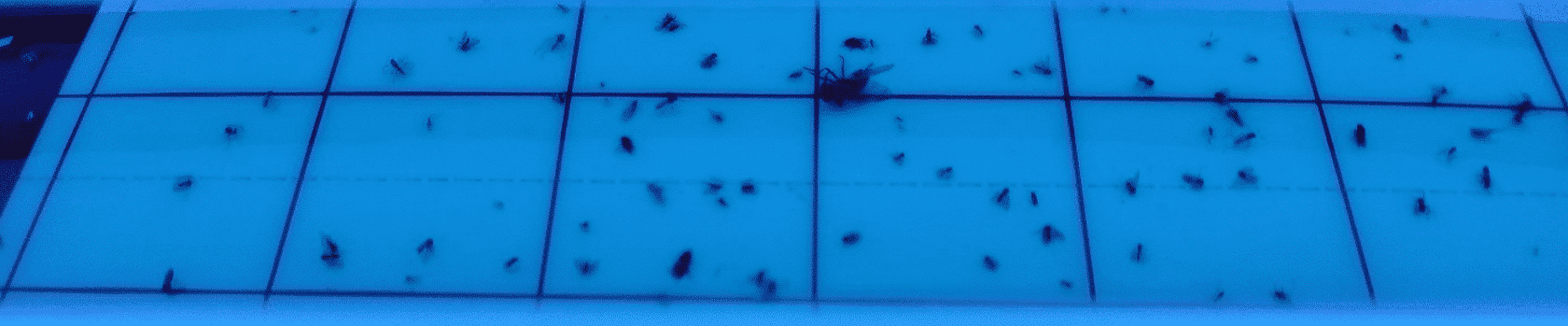
- Sugar cane combustion residues (ash) of the order of a mm, originating from the exploitation of fields in the region.
These are the residues most frequently identified in sand screen systems equipped with double screens.

-
Fine dust from the surrounding terrain.
The combination of a dry climate and very fine sediments results in the natural blowing off of dust in the presence of wind.
This phenomenon is exacerbated by the presence of activity on these dry soils (truck traffic, trampling, etc.) and the quarries in the area.
Once blown off the site, the fine dust does not fall back and can be carried for several hundred meters.
Smoke audit
The aim is to assess the systems in place, measure interior temperature conditions and characterize the main thermo-aerodynamic conditions of the space, in order to draw up a balance sheet of the installations in place.
In industry, we can carry out smoke audits to calibrate numerical simulations against actual phenomena.
Smoke audit videos
Among other things, the audit consists of taking air temperature and air speed measurements, analyzing smoke generator movements, producing a video andan audit report to provide feedback to all those involved.
Additional recommendations (e.g. on the use of ventilators, cellar access doors, etc.) will be made on the basis of on-site observations.
This page outlines the audit process and explains our audit protocol.
Air movement with other rooms in contact with the production workshop
The production workshop is a naturally ventilated area.
As such, it is not equipped with a mechanical system, and air circulation is supposed to be ensured by a natural transfer between the air inlets on the lower level and a natural extractor on the roof.
The site teams alerted our experts to the presence of dust and residues from the static aerator on the floor in the clean process area.
Our analysis highlighted the fact that a significant amount of air is transferred to the decor area and then to the packaging area.
In fact, these zones are equipped with mechanical roof ventilators , which contribute to the negative pressure compared to the naturally ventilated zone.

Industrial natural ventilation
Natural ventilation (for small temperature differences) is achieved via thermo-aerodynamic motors with very low pressure delta.
The presence of sand barriers, which increase the pressure drop across air inlets, leaves the static aerator as the preferred transfer zone (simple external orifice).
In this context, air intake via the roof is encouraged as soon as a Fenwick passes towards the annex.
When Fenwick doors are opened, air is drawn in via the roof ventilator: air speed in the doorway >1.7 m/s (i.e. a transfer of around 100,000 m3/h).
In this context (building connected by natural ventilation to buildings with mechanical extractions, adding significant head losses to the natural inlets). Our engineers have concluded that it will not be possible to operate this static aerator satisfactorily with natural extraction.
Increasing the number of air inlets would limit this phenomenon slightly, but the pressure drop across the sand seems too great to prevent the building from being mechanically depressurized via air transfer.
Conclusion of the site audit
The production workshop suffers from problems linked to its exposure to the sun and the presence of systems releasing very large quantities of calories.
Air velocities are slightly higher here than in the adjacent building, given the ratio of openings to building size.
The systems also contribute to overheating the space by releasing a plume of superheated air at the inlet and outlet, which dissipates into the atmosphere.
They are the main driving force behind air movement in the zone.
Optimizing thermo-ventilation comfort
CFD modeling of industrial processes
We include the thermal characteristics of the walls and the process. The values included in the CFD calculation are the simulated values for the project.
In a digital model, the elements are as described, and only as described.
When it comes to building envelopes, this often leads to surreal perfection: materials are perfectly homogeneous and perfectly implemented.
The only thermal bridges are those that are described, and it is at best very complicated, if not impossible, to anticipate all thermal bridges (structural thermal bridges and those linked to the fastening system are generally taken into account; thermal bridges due to drillings or network passages are generally not).
The main challenge of this tab will therefore be to distinguish between the target value, resulting from the performance of the materials, and the simulated value, taking into account the inevitable imperfections of implementation.
CFD modeling of natural ventilation systems
Sand guards are used on most air transfer vents.
Sand screens are fitted with mosquito nets on the inside.
In the CFD study, the same sand was modeled in such a way as to obtain an equivalent air flow without constraining the numerical model.
3D CFD model
The aim of this chapter extract is to outline the 3D model produced for the basic CFD study. The specific features of CFD models, linked to the robustness of their solver and the quality of the 3D model, mean that the geometry model has been entirely remodeled.
Simplifications have been made to curves, edges, points and small elements.
The external CAD model produced shows the geometry of the site without its surroundings.
It was produced from the sectional plans and the project’s revit model.
The model is designed to take account of air and heat transfer in the hall.
Our EOLIOS engineers have paid particular attention to modeling industrial systems to ensure maximum accuracy.
As furnaces are one of the main sources of heat release, they have the greatest impact on the surrounding thermo-aerodynamic phenomena.
It is important to take into account air masks, so as to be able to describe the various air movements in the zone.
How do you qualify thermal comfort in warm spaces?
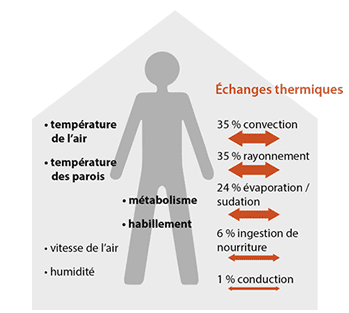
Thermal comfort is an individual’s satisfaction with the thermal conditions of their environment.
We speak of thermal comfort when a person wishes to be neither hotter nor colder.
It is subjective and therefore depends on individual perceptions.
It is influenced by physical activity, clothing and the levels and fluctuations of the characteristics of the thermal environment (air temperature, radiation, contact, humidity and air speed).
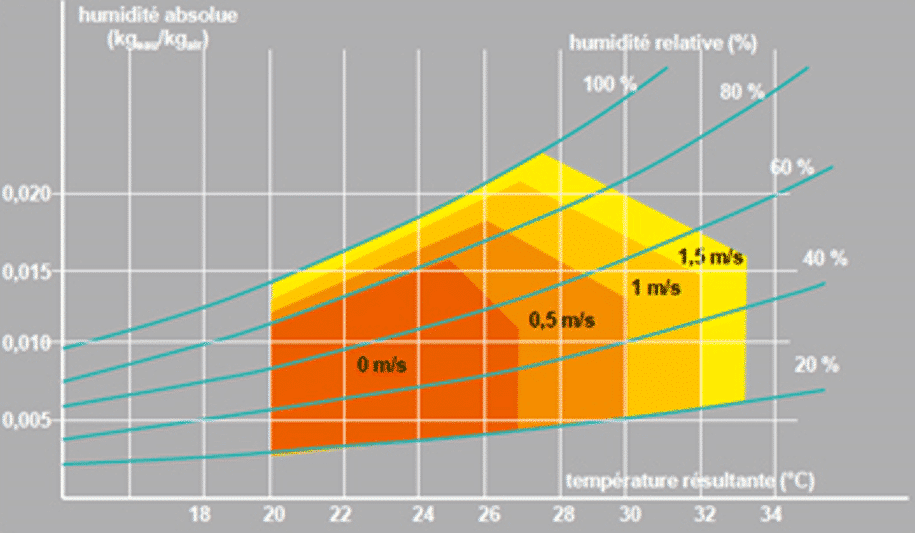
Thermal comfort zones adapted to air speeds are shown in orange.
Air velocity distribution study
The first figure below shows the effects of volume mixing.
The room’s general aeraulic movements can be described in two stages, induced by the air supply zones constituted by the sand barriers and then by the return zones.
In simple terms, pressure differences are the driving forces behind air currents.
In other words, air flows from a high-pressure space to a low-pressure space when these forces are greater than the friction losses.
In HVAC engineering, air circulation is induced by two driving forces:
- Thermal draught occurs when a difference in temperature causes a difference in density between two air masses.
This effect is accentuated by greater height in the volume.
“Warm air tends to rise. - The distribution of pressures and depressions induced by HVAC systems in the volume.
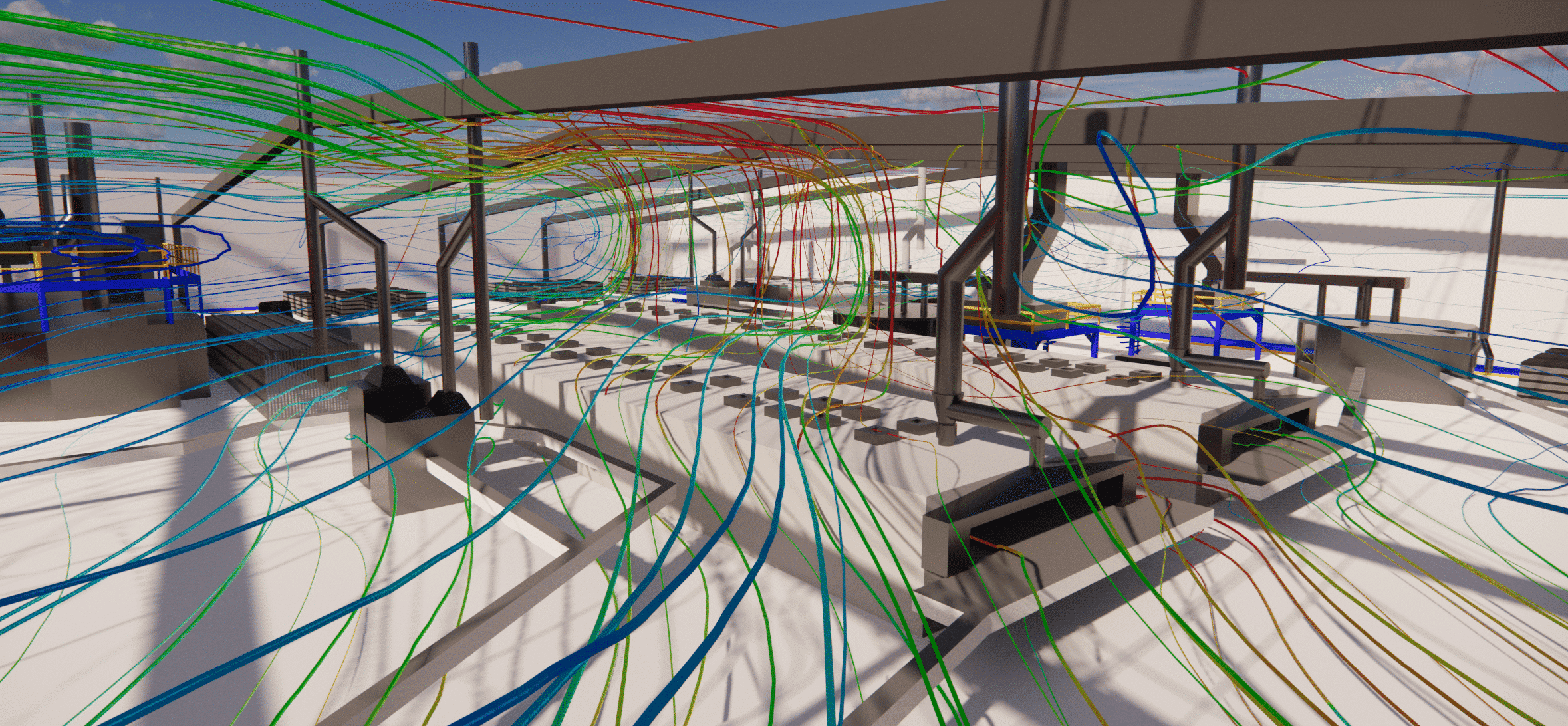
Here, return air systems have very little influence on air velocities inside the building, as air movements are governed by the temperature rise in the oven zones.
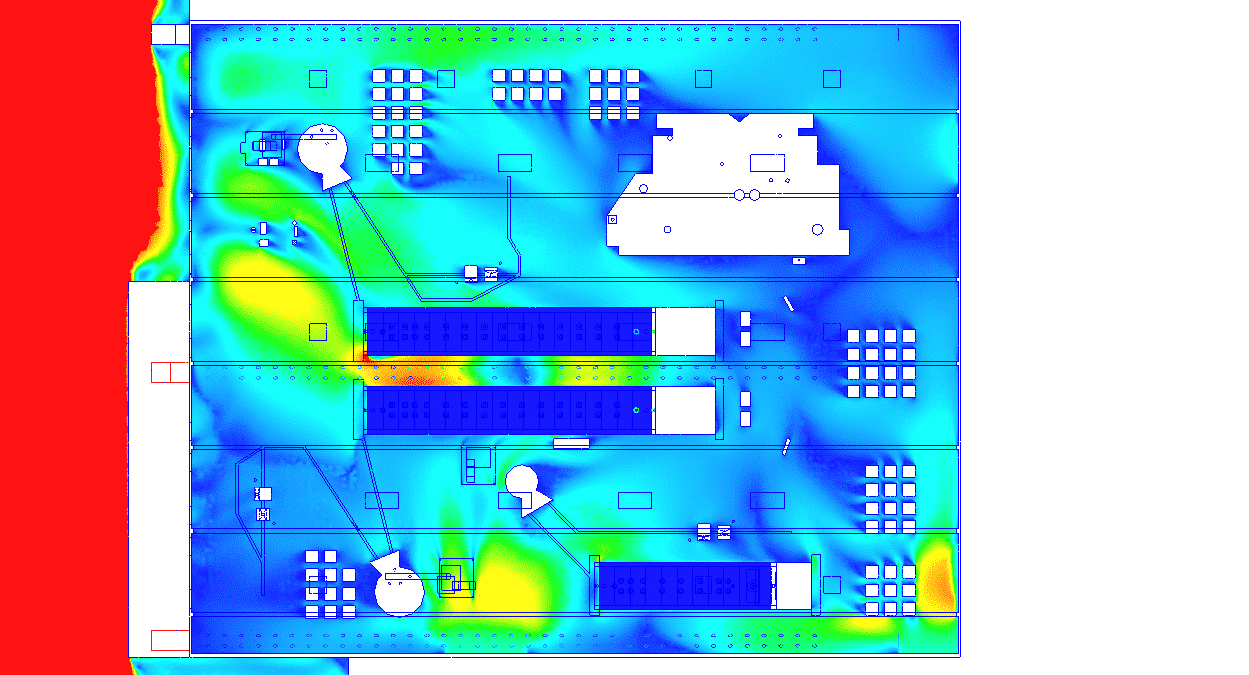
Study of air velocity distribution
Air velocities are not consistent with comfort targets for this type of activity in summer.
Displacement air speeds are below target values for thermal comfort in warm environments.
The highest air speeds are found in the continuity of the sand sections.
In fact, these areas are the hall’s main air inlets.
On the other hand, the simulation highlights the presence of a low-velocity zone between the arches, which can lead to a rise in temperature.
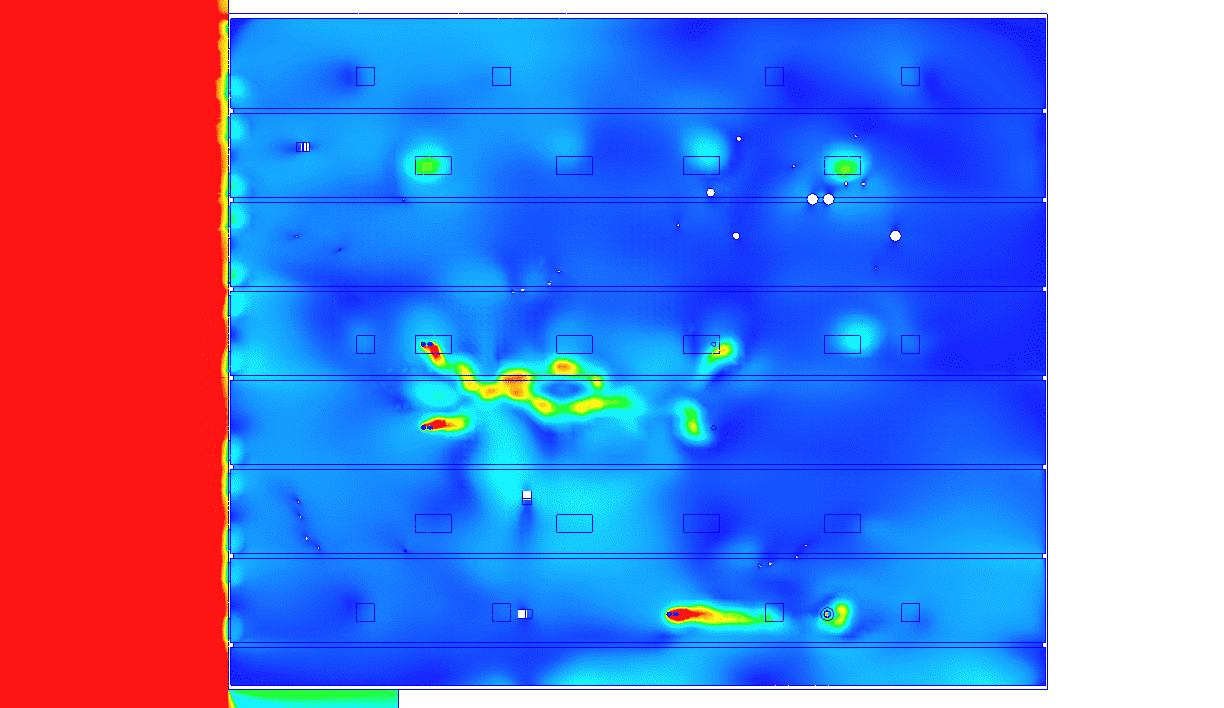
Air temperature distribution study
In the absence of movement, or when movement is slow and regular, the air forms layers of homogeneous temperatures that overlap, with the warmest air in contact with the ceiling.
These cross-sections highlight the stratification phenomenon explained earlier.
The air temperature in the building is generally overheated, even in the lower section where the temperature is well above 35°C.


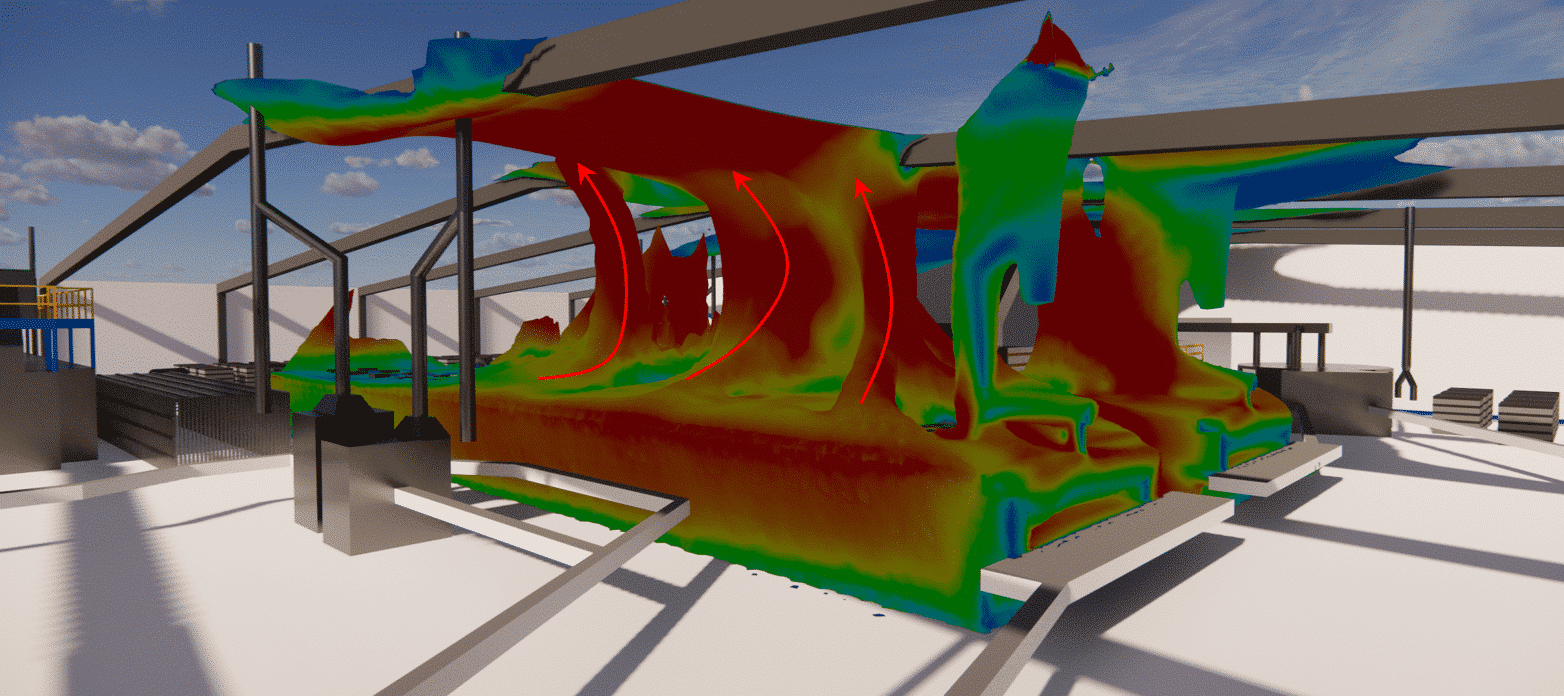
Study of superheated thermal plumes
Iso-surface views of thermal plumes can be used to identify the various sources of heat and their impact on the model.
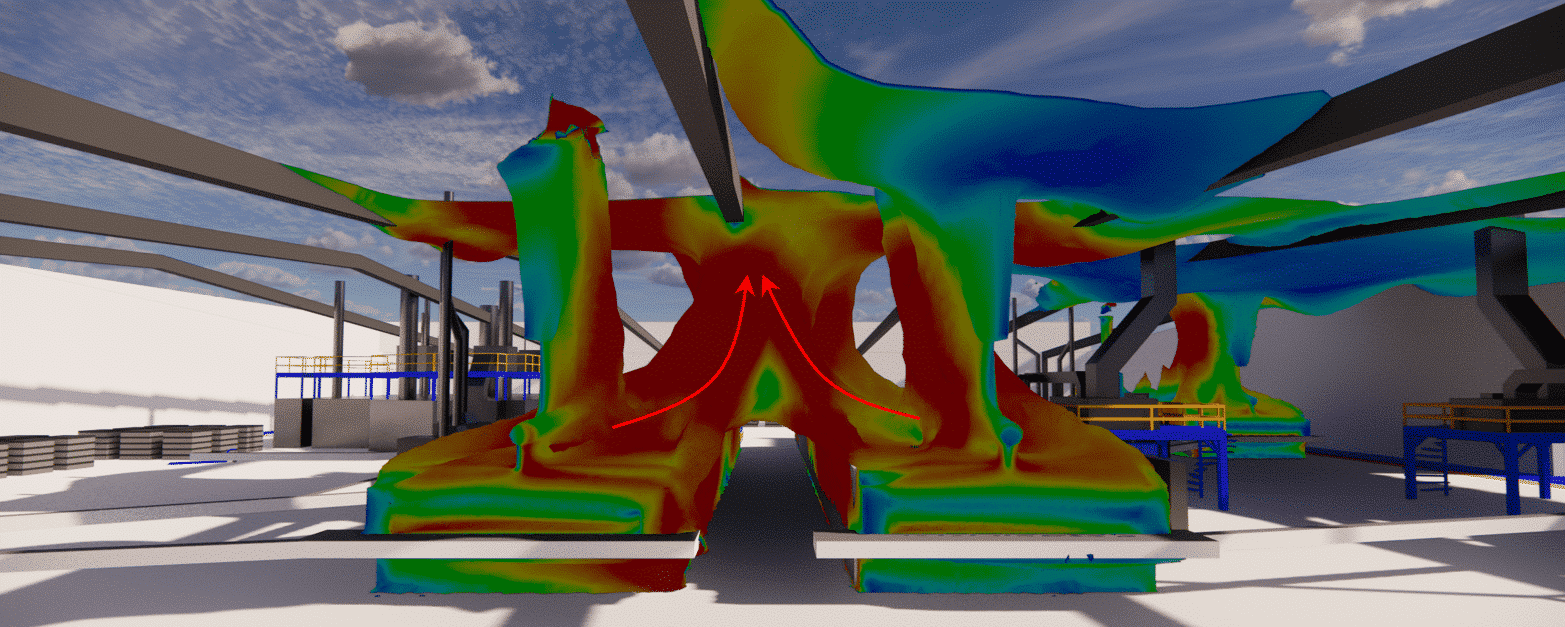
The combination of low air circulation in the furnaces and their high temperatures results in the appearance of high-temperature zones.
The simulation shows that the air between the furnaces rises in temperature and tends to flow under the ceiling.
However, once under the false ceiling, the hot air struggles to escape to the outside.
In addition, the results of the study show that oven inlet hoods do not allow all the calorie-laden air to be extracted.
This is mainly due to undersizing of the intake flow.
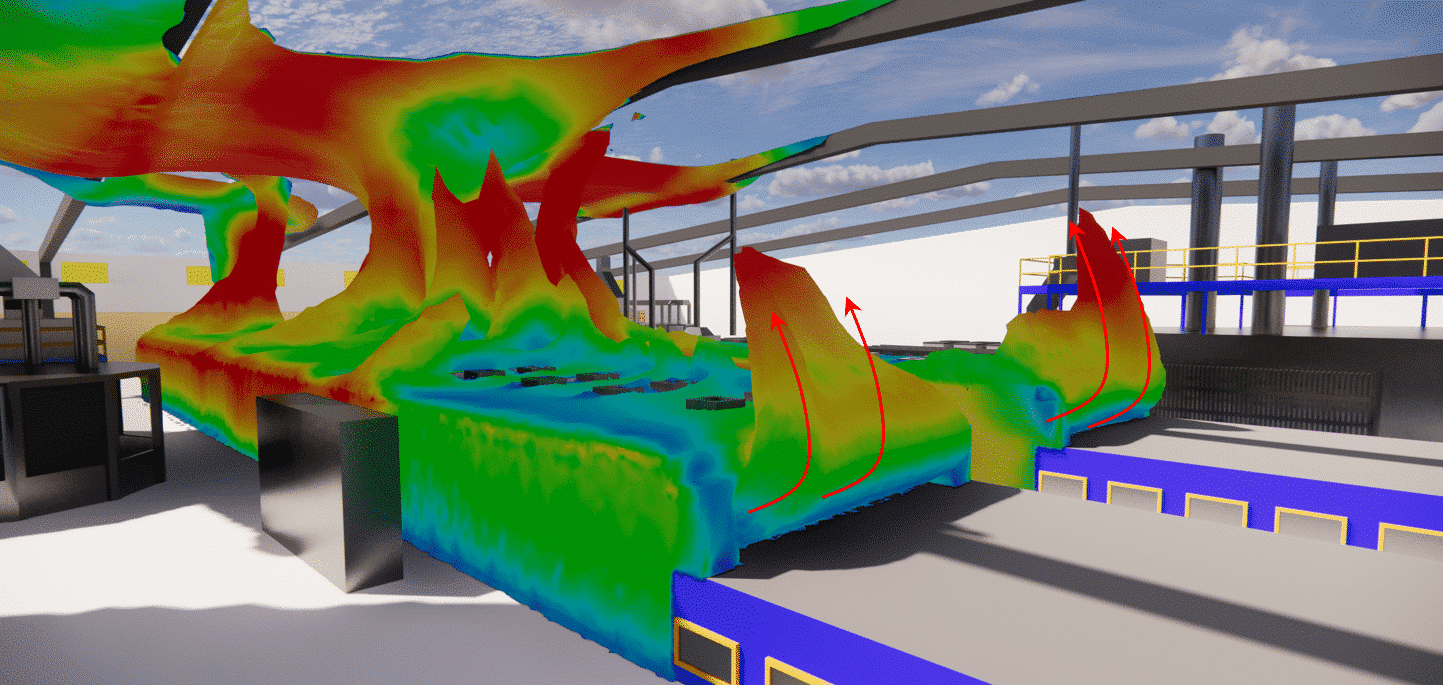
As the air leaving the oven is not drawn in by a hood, it tends to flow towards the ceiling.
This phenomenon contributes to the rise in room temperature.
Another phenomenon not taken into account, but which can have an impact on the aeraulics of the room, is the thermal inertia of the products, which can emit heat into the zone as they leave the furnace.
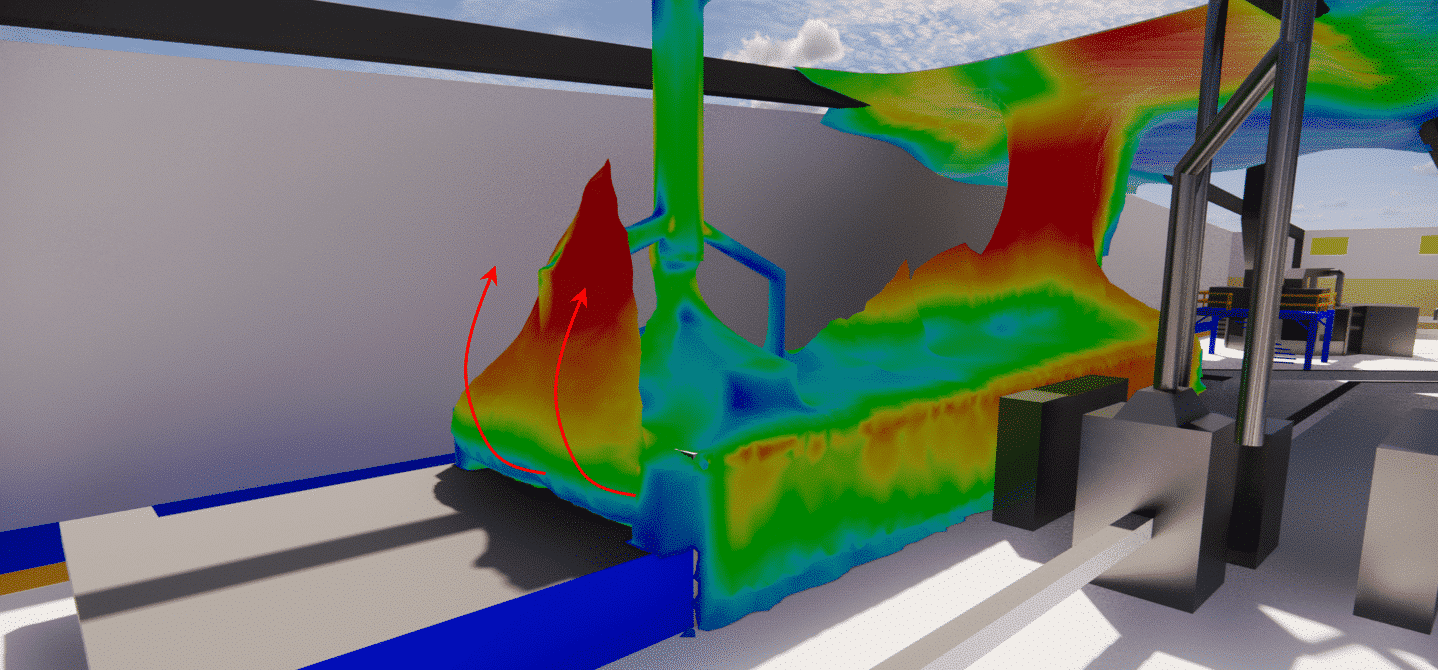
The oven’s rear exhaust chimney, operating as a natural ventilation system, does not appear to be sufficiently efficient to recover all the calories.
In fact, as highlighted above, the calorie-laden air leaving the furnace tends to flow towards the ceiling, contributing to the rise in temperature.
However, it still operates in extraction mode (no internal reflux which could have been caused by the room’s negative pressure).
CFD simulation for industry
Numerical simulation opens up new perspectives for manufacturers.
It makes it possible to foresee a multitude of scenarios, and consequently to control all the unforeseen consequences of poor design.
In the case of production plants, multiphysics modeling makes it possible to take into account all the phenomena at the origin of thermo-aeraulic flows that occur along the chain, from overheating to employee comfort.
Thanks to its calculation servers, EOLIOS models can be simulated in their entirety with great precision in a very short space of time.
In addition, EOLIOS’ experience in general aeraulics enables our team to propose innovative and relevant solutions to overheating problems.
Nevertheless, implementing CFD simulations in your design process means calling on experts in fluid mechanics, thermal engineering and numerical simulations to ensure that no problems arise in the future.
Our EOLIOS engineers benefit from extensive auditing experience, bringing their expertise directly to bear in order to optimize problem-solving.
Our state-of-the-art equipment enables us to take direct and distinct measurements, guaranteeing an assessment of the site, equipment and materials, and if necessary, a thermal assessment including systems, heat loss and climate control through systems.